Introduction
The chemical industry has always been at the heart of global innovation — providing fuels, fertilizers, plastics, pharmaceuticals, and advanced materials. However, in today’s rapidly evolving world, traditional chemical manufacturing faces mounting challenges: rising energy costs, stricter safety and environmental regulations, and the demand for faster product innovation.
Enter Industry 4.0 — the fourth industrial revolution, defined by the integration of digital technologies, smart systems, and advanced data analytics into manufacturing. For chemical industries, Industry 4.0 is more than a buzzword; it is reshaping how plants operate, make decisions, and compete globally.
This article explores the fundamentals of Industry 4.0, its core technologies, benefits, implementation challenges, and real-world applications in chemical industries.
What is Industry 4.0?
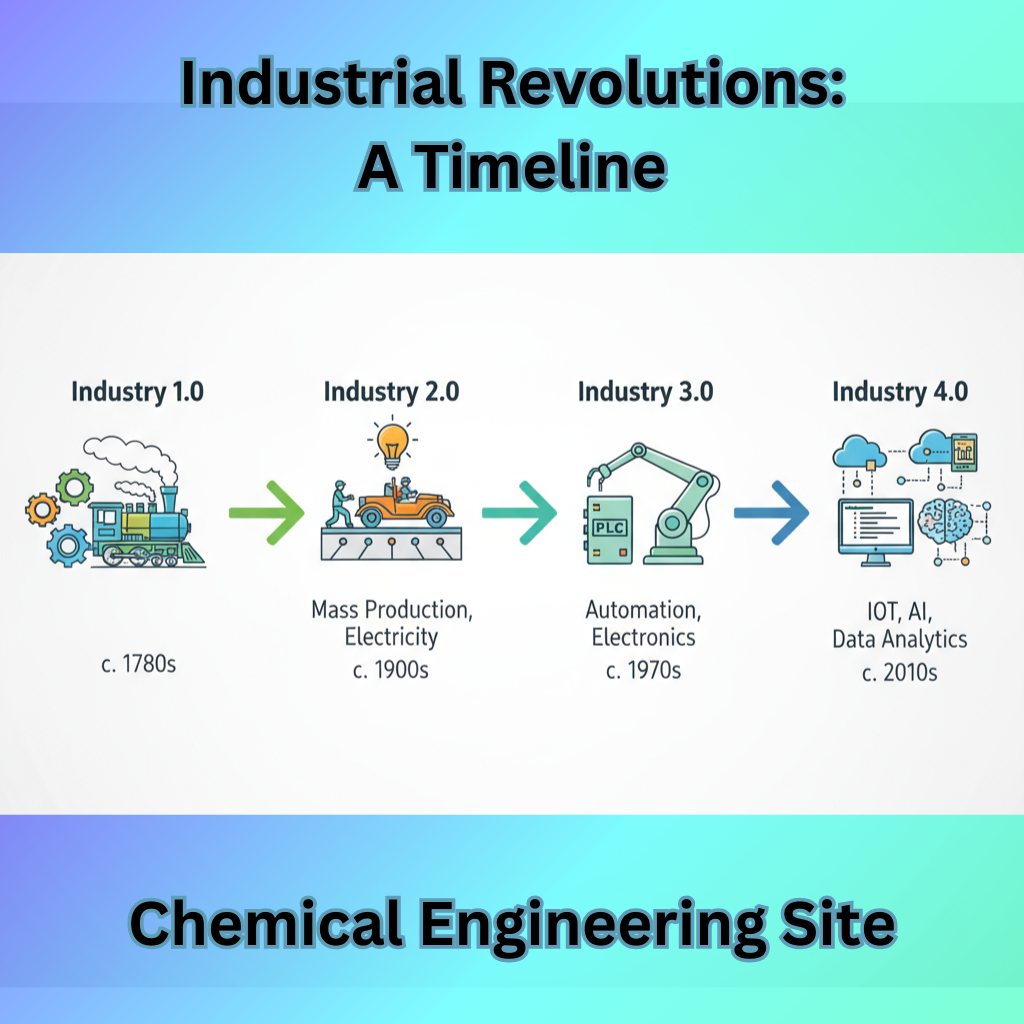
Industry 4.0 refers to the digital transformation of manufacturing, driven by the convergence of automation, data exchange, and smart technologies. It builds upon previous revolutions:
- Industry 1.0 – Mechanization through water and steam power.
- Industry 2.0 – Mass production using electricity.
- Industry 3.0 – Automation using electronics, PLCs, and IT systems.
- Industry 4.0 – Integration of cyber-physical systems, IoT, AI, big data, and advanced analytics for autonomous and intelligent decision-making.
Core Pillars of Industry 4.0 in Chemical Industries
1. Industrial Internet of Things (IIoT)
- Smart sensors collect real-time process data (temperature, pressure, flow, vibration).
- Wireless connectivity enables predictive insights.
- Example: Monitoring pump health to predict failures before breakdowns.
2. Big Data and Advanced Analytics
- Plants generate terabytes of data from DCS, SCADA, and historians.
- Advanced analytics reveal hidden patterns to optimize yield, energy, and safety.
- Example: Analyzing distillation column trends to reduce energy use.
3. Artificial Intelligence (AI) and Machine Learning (ML)
- ML algorithms learn from historical data to predict outcomes.
- AI enables autonomous adjustments in plant operations.
- Example: AI-based soft sensors estimating composition in real time without expensive analyzers.
4. Digital Twins
- Virtual replicas of equipment, plants, or processes.
- Continuously updated with real-time data to simulate scenarios.
- Example: A digital twin of a reactor predicting temperature runaways.
5. Advanced Process Control (APC) and Model Predictive Control (MPC)
- Optimizes operations beyond traditional PID control.
- Anticipates process disturbances and adjusts proactively.
- Example: MPC in polymerization reactors to maintain product quality.
6. Cloud Computing and Edge Computing
- Cloud platforms enable global data access and AI-powered analysis.
- Edge devices process data closer to the source for low-latency applications.
7. Robotics and Automation
- Automated guided vehicles (AGVs) and robotic arms for material handling.
- Drone inspections for tanks and pipelines.
8. Augmented Reality (AR) and Virtual Reality (VR)
- AR headsets for operators to visualize real-time process data.
- VR for immersive safety and operator training.
9. Additive Manufacturing (3D Printing)
- Producing spare parts on-demand.
- Custom catalyst carriers or heat exchanger components.
Benefits of Industry 4.0 in Chemical Industries
Improved Safety
- Real-time monitoring prevents accidents.
- AR-assisted maintenance reduces human exposure.
Energy and Resource Efficiency
- Advanced analytics reduce energy consumption in distillation, boilers, and compressors.
- Smart water management reduces utility costs.
Higher Productivity
- Automation reduces downtime and improves plant availability.
- Digital twins optimize production planning.
Predictive Maintenance
- Predict failures in pumps, compressors, and turbines.
- Extends equipment life and reduces maintenance costs.
Enhanced Product Quality
- Real-time monitoring minimizes off-spec production.
- AI-driven feedback loops ensure tighter quality control.
Regulatory Compliance and Sustainability
- Automated data logging ensures traceability.
- Helps achieve net-zero and ESG (Environmental, Social, Governance) goals.
Agility and Innovation
- Faster scaling of lab innovations to pilot and full plant.
- Flexible manufacturing for specialty chemicals.
Real-Life Applications of Industry 4.0 in Chemical Plants
Case 1: BASF – Smart Manufacturing
BASF’s adoption of predictive maintenance leverages IoT-enabled sensors across pumps and compressors, enabling real-time monitoring and advanced analytics to foresee equipment failures and orchestrate timely repairs. The implementation of Schneider Electric’s EcoStruxure Asset Advisor platform provides continuous asset status visibility, allowing BASF to shift from traditional preventive maintenance schedules to truly proactive, data-driven interventions. This paradigm not only reduces unplanned downtime by about 20%, but also increases operational safety and cost control, positioning BASF as an industry leader in smart manufacturing.
Source: Schneider Electric case study on BASF – Predictive Maintenance
Case 2: Dow Chemical – Digital Twins
Dow implemented digital twins for ethylene cracking furnaces, achieving 5% improvement in energy efficiency. These digital replicas simulate plant performance under various operational and environmental conditions, supporting real-time optimization and predictive troubleshooting. At the Fort Saskatchewan site, such digitalization is integral to Dow’s Path2Zero decarbonization initiative, with the digital twin approach achieving a quantifiable 5% improvement in energy efficiency by facilitating smarter, data-driven management of heat, steam, and process integration
Source: Chemical Processing
Case 3: Shell – AI for Process Optimization
Shell is embedding AI across its operations to cut costs, boost safety, and find new oil and gas. The energy giant runs 280 AI projects, from predictive maintenance that prevents equipment failures to machine-learning tools that clean seismic data for faster exploration. Early detection at its Pernis refinery alone saved about $2 million. Shell has 160 data scientists and 800 trained employees building AI apps on C3.ai’s Microsoft Azure platform. Other efforts include AI-guided drilling, personalized fuel-station offers, and computer vision for safety—putting Shell ahead of many peers in the industry’s digital transformation.
Source: Documentary Video on Enterprise AI at Shell
Case 4: Evonik – AR in Maintenance
Evonik utilizes augmented reality (AR) glasses as part of its digital maintenance strategy, employing platforms like Adtance Smart Service for remote support and troubleshooting. Maintenance staff equipped with AR glasses collaborate live with experts based elsewhere, who guide repairs and provide diagnostics, eliminating travel delays and swiftly restoring production assets. This approach has resulted in a 30% reduction in maintenance time, contributing to lower downtime and increased plant reliability, while also laying the foundation for future AR-powered innovations.
Source: Adtance – Evonik using Video Support in Service
Case 5: Reliance Industries – Industry 4.0 at Jamnagar
Reliance Industries Limited’s Jamnagar supersite is a global benchmark for Industry 4.0 integration, encompassing the world’s largest and most complex refinery. The complex applies advanced big data analytics and artificial intelligence across process control, asset management, and reliability engineering, extracting actionable insights from large datasets to optimize throughput and enhance reliability. Supported by digitalization across utilities, offsites, and petrochemical units, Jamnagar demonstrates how sophisticated technology ecosystems can shape operational excellence and energy efficiency at unprecedented scale.
Source: Jamnagar Project Pre-feasibility Report
Challenges in Adopting Industry 4.0
High Capital Investment
- Digital infrastructure requires significant upfront costs.
Cybersecurity Risks
- Connectivity exposes plants to cyber threats.
Data Silos and Integration Issues
- Legacy systems may not communicate with modern platforms.
Skill Gap
- Workforce requires retraining in data science, AI, and digital systems.
Change Management
- Resistance from employees accustomed to traditional practices.
Scalability
- Implementing Industry 4.0 across large, complex plants remains challenging.
Roadmap for Implementing Industry 4.0 in Chemical Industries
Step 1: Define Clear Objectives
- Safety, efficiency, sustainability, or flexibility?
Step 2: Assess Current Maturity Level
- Identify gaps in digital infrastructure and workforce skills.
Step 3: Start Small with Pilot Projects
- Example: IoT-based pump monitoring before full plant rollout.
Step 4: Build Data Infrastructure
- Invest in historians, IoT gateways, and secure cloud solutions.
Step 5: Leverage Advanced Analytics
- Train AI models with historical process data.
Step 6: Scale Gradually
- Expand successful pilots plant-wide.
Step 7: Foster a Digital Culture
- Train engineers and operators in Industry 4.0 tools.
Future Trends of Industry 4.0 in Chemical Industries
Self-Optimizing Plants
- Autonomous decision-making with minimal human intervention.
Green and Circular Economy Integration
- Using AI and digital twins for carbon capture, recycling, and waste minimization.
AI-Enhanced R&D
- Accelerating molecular discovery through machine learning.
Blockchain for Supply Chain
- Ensuring traceability of raw materials and sustainable sourcing.
5G and Edge AI
- Real-time optimization with ultra-low latency networks.
Conclusion
Industry 4.0 is not optional but essential for the future of chemical industries. From predictive maintenance and digital twins to AR-based training and AI-driven optimization, these technologies are redefining how plants operate.
While challenges like cybersecurity and workforce training remain, the benefits in safety, sustainability, efficiency, and competitiveness make Industry 4.0 the new standard for chemical engineering.
Final Thought: Just as earlier revolutions reshaped industry, Industry 4.0 is transforming chemical plants into smart, autonomous, and sustainable factories of the future. The question for chemical engineers is not if they should adapt, but how fast.